


NEWS

Intelligente Schrottverwaltung: Ein Wert, der bereits bei der Planung entsteht
Planung und Verwaltung von Ausschuss beim Metallstanzen: Wie lassen sich Effizienz und Nachhaltigkeit optimieren? Bei Fratelli Poli ist nachhaltige Produktion kein Ziel, das erst am Ende des Prozesses erreicht wird, sondern ein Prinzip, das jede Phase der Bearbeitung begleitet –…

Fratelli Poli bringt sein Know-how in die digitale Zukunft: Projekt P-EV erfolgreich abgeschlossen
Nach einem über einjährigen Innovationsprozess freut sich Fratelli Poli, den offiziellen Abschluss des Projekts P-EV (Poli Evoluzione) bekannt zu geben – einer strategischen Initiative zur Digitalisierung des internen Know-hows und zur Aufwertung der technischen Unternehmenskompetenzen. Ein digitales Projekt zur Sicherung…

Mehr Produktionsflexibilität mit 3D-Laserschneiden
Was bietet 3D-Laserschneiden bei der Konstruktion von Metallformen und der Blechbearbeitung? Präzision, Geschwindigkeit und Schnittqualität sind sicherlich die offensichtlichsten Vorteile der Anwendung dieser Schneidtechnologie im Produktionsprozess. Das 3D-Laserschneiden ermöglicht es, Schnitte an Metallmaterialien mit extremer Präzision auszuführen und dreidimensionale Teile…

Fratelli Poli stärkt seine Präsenz in den deutschsprachigen Ländern
Fratelli Poli freut sich, Herrn Gregor Kasper als Ansprechpartner für den deutschsprachigen Markt begrüßen zu dürfen. Dank seiner Erfahrung und seines fundierten Fachwissens im Bereich des Metallwerkzeugbaus und des Kaltumformens wird Herr Kasper der zentrale Ansprechpartner für Kunden und Partner…

Fratelli Poli und das P-EV-Projekt: KI im Dienst des Unternehmenswissens
Wissen ist das Herzstück jedes Fertigungsunternehmens. Es zu bewahren und zugänglich zu machen bedeutet, Kontinuität, Innovation und Wachstum zu sichern. Aus diesem Grund hat Fratelli Poli P-EV (Poli Evolution) ins Leben gerufen – ein strategisches Projekt, das vom SMACT Competence...

Metallmaterialien im medizinischen Bereich: Welche wählen und warum
Im medizinischen Bereich ist die Materialauswahl entscheidend, um Sicherheit, Hygiene, Langlebigkeit und Präzision zu gewährleisten. Bei Fratelli Poli wissen wir aus langjähriger Erfahrung in der Metallverarbeitung und im Formenbau, wie wichtig zuverlässige Lösungen für medizinische Geräte und Komponenten sind. In…

Progressives Stanzen – Effizienz und Wiederholbarkeit in der Serienproduktion
Progressivwerkzeuge und Kaltumformung von Metall: Maßgeschneiderte Lösungen für die industrielle Fertigung Das progressive Stanzen ist ein Kaltumformungsverfahren, das die automatisierte Herstellung von Metallkomponenten durch eine Reihe sequenzieller Operationen ermöglicht. Diese Technologie eignet sich besonders für die Serienproduktion komplexer und wiederholbarer…

Tiefziehen – Vielseitigkeit und Präzision in der Kaltumformung
Tiefziehen ist eine Kaltumformungstechnologie, die die Umwandlung von Blech in komplexe und tiefe dreidimensionale Formen ermöglicht, die mit anderen Verarbeitungsmethoden schwer zu erreichen sind. Als eine der Hauptkompetenzen von Fratelli Poli erlaubt dieses Verfahren die Herstellung von Metallkomponenten ohne Schweißnähte,…

Generationswechsel und Innovation: Fratelli Poli im Mittelpunkt des Festival Città Impresa
Am Samstag, den 15. März, nahm Fratelli Poli am Festival Città Impresa teil, einer Veranstaltung, die jährlich Unternehmer, Manager und Experten zusammenbringt, um wichtige Themen rund um Unternehmen und Innovation zu diskutieren. Ein besonders bedeutender Moment des Tages war die…

Fratelli Poli zu besuch bei Zordan: Die Zukunft der Arbeit liegt in den Menschen
Eine Reise durch Innovation, Nachhaltigkeit und eine Teal-Organisation-orientierte Unternehmenskultur In den letzten Tagen hatte das Team von Fratelli Poli eine außergewöhnliche Erfahrung beim Besuch von Zordan, einem führenden Unternehmen in der Gestaltung nachhaltiger Luxus-Retailräume. Dieser Besuch war nicht nur eine…

Fratelli Poli: Von der Konstruktion bis zur Endmontage von Metallkomponenten
Bei Fratelli Poli bieten wir einen vollständigen Produktionsprozess an, der mit der Konstruktion und Herstellung des Werkzeugs für Metallkomponenten beginnt, über das Stanzen führt und in der Endmontage endet. Jede Phase wird mit größter Aufmerksamkeit für Details durchgeführt, um die…

Fratelli Poli begrüßt Schüler zum PMI DAY 2024: Gemeinsam die Zukunft #Gestalten
Auch in diesem Jahr haben wir anlässlich des PMI DAY 2024, einer von Confindustria Vicenza geförderten Initiative zur Annäherung junger Menschen an die Arbeitswelt, mit großer Begeisterung die Türen für die Schüler des IIS Andrea Scotton aus Breganze und Bassano…

Produktivität im Unternehmen: Wie man sie mit dem Kaltmetallumformen verbessert
Im Bereich der industriellen Produktion ist die Wahl der geeigneten Technologien und Produktionsprozesse entscheidend, um die Effizienz zu maximieren und die Kosten zu minimieren. Dank unserer langjährigen Erfahrung im Bereich Formen und Kaltmetallumformen können wir bei Fratelli Poli hochgradig vorteilhafte…
Innovationen im Dienst unseres industriellen Know-hows
Bei F.lli Poli haben wir eine spannende Innovationsreise begonnen, die darauf abzielt, unsere Organisationsstruktur zu transformieren. In Übereinstimmung mit dem TEAL -Paradigma wollen wir ein Arbeitsumfeld fördern, das eine größere gemeinsame Entscheidungsfindung, eine verantwortungsvollere Ressourcenverwaltung und mehr organisatorische Flexibilität bietet….

F.lli Poli gewinnt die zweite Ausschreibung für Business Digital Transformation Projects des SILEO Eurocluster-Projekts
Wir freuen uns, bekannt zu geben, dass Fratelli Poli SRL zu den Gewinnern der zweiten Ausschreibung für Business Digital Transformation Projects des europäischen Projekts SILEO Eurocluster gehört. Mit unserem bahnbrechenden Projekt #F.LLIPOLI4FUTURE werden wir mit dem renommierten Technologieanbieter SMACT SCPA…
F.lli Poli Umarmt 100% Grüne Energie
Unser konkretes Engagement für eine nachhaltigere Zukunft im Unternehmen setzt sich fort. Ab dem 1. Mai und während des gesamten Jahres 2024 wird F.lli Poli ausschließlich Energie aus erneuerbaren Quellen nutzen. Die gesamte gekaufte Energie wird durch Herkunftsnachweise (GO) zertifiziert,…

Innovation und Zusammenarbeit in der Stanzwerkzeugproduktion
Wir sind ein familiengeführtes Unternehmen mit über 50 Jahren Erfahrung in der Herstellung von Folgeverbundwerkzeugen und Tiefziehwerkzeugen. Neben unserem hochqualifizierten technischen Know-how und innovativen Technologien verfolgen und fördern wir einen innovativen und kollaborativen Ansatz, der starke und dauerhafte Beziehungen zu…

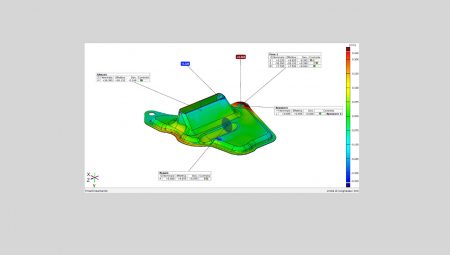
Simulieren des Formprozesses zur Optimierung des Werkzeugbaus
Dank der Simulation bei Fratelli Poli können wir Bereiche des Produkts identifizieren, die anfällig für Brüche, potenzielle kritische Probleme, Machbarkeit, Konformität der herzustellenden Komponenten sind, um mögliche Änderungen an der Geometrie vorzuschlagen. Darüber hinaus überprüfen wir durch präzise Analyse der…

Die Wartung der Metallformen mit dem 3D-optischen Scanner
Seit über 50 Jahren sind wir im Bereich der Kaltmetallverarbeitung tätig und als Formenbauer verstehen wir die Herausforderungen, mit denen Unternehmen im Laufe der Zeit konfrontiert sind, wie Maschinenausfälle, Abfallmanagement und Ressourcenoptimierung. Aus diesem Grund haben wir uns mit der…
Vom Produktionsbedarf zur erfolgreichen Partnerschaft
Lebensmittelbranche: Eine effizientere Produktionslösung mit Tiefziehen Die Lebensmittelbranche ist ständig auf der Suche nach innovativen Lösungen, um Produktionsprozesse zu optimieren, Kosten zu reduzieren und die Effizienz zu steigern. In diesem Zusammenhang haben sich F.lli Poli und das Kundenunternehmen zusammengeschlossen, um…

Fratelli Poli: Unser Engagement gegenüber Kunden, Mitarbeitern und Umwelt ist zertifiziert
In einem Kontext, in dem Unternehmen aufgerufen sind, ein konkretes Engagement für Qualität, Nachhaltigkeit und unternehmerische Integrität zu zeigen, möchten wir unsere Reise zur zertifizierten Exzellenz durch ein Interview mit Paola Poli, der Präsidentin von Fratelli Poli, erzählen. Frau Poli,…

Frei, um die eigene Zukunft im Unternehmen aufzubauen
Anlässlich des PMI DAY 2023, einer von Confindustria Vicenza unterstützten Initiative, um junge Menschen an die Arbeitswelt heranzuführen, haben wir unsere Türen für die Schüler des Engim Veneto Institute – SFP Patronato S. Gaetano di Thiene geöffnet. Es war eine…

Die Evolution erfordert neue betriebliche Methoden
Eine neue organisatorische Vision, die darauf abzielt, Individuen als Ganzes zu schätzen, erfordert im täglichen Geschäft neue Arbeitssysteme und neue betriebliche Methoden. In praktischer Hinsicht bedeutet dies, dass Menschen im Mittelpunkt des Innovationsprozesses stehen und eine kollektive Überarbeitung der zuvor…
Ausbildung im Unternehmen: Die Möglichkeit, Ihren eigenen Bildungsplan zu wählen
Der Entwicklungsweg, den wir in Richtung des TEAL-Paradigmas eingeschlagen haben, erfordert Zeit, um sowohl auf Unternehmensebene als auch auf persönlicher Ebene zu wachsen und zu reifen. Auf dieser Ebene haben wir uns gefragt: Wie können wir Menschen in ihrer Gesamtheit…

Herstellung und Lieferung von Scharnieren für Sektionaltore
Metallkomponenten für den Bereich der Verschlüsse Im industriellen und logistischen Verschlusssektor erfordert die Gestaltung von Sektionaltoren zunehmend innovative Lösungen, die die Leistungsfähigkeit und Zuverlässigkeit des Produkts gewährleisten können. Industrielle Sektionaltore, die typischerweise in Lagern verwendet werden, sind entscheidend für den…
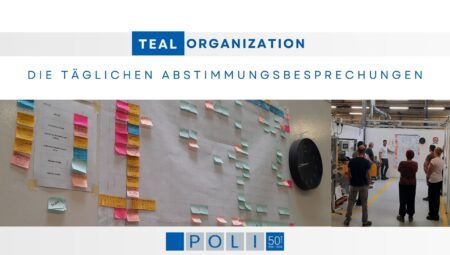
Wie wir uns das TEAL-Paradigma zu eigen gemacht haben
Die täglichen Abstimmungsbesprechungen Diejenigen, die uns kennen, wissen, wie sehr wir eine Unternehmenszukunft anstreben, in der es mehr gemeinsame Entscheidungsfindung, mehr verantwortungsvolles Ressourcenmanagement und mehr organisatorische Flexibilität gibt. Aus diesem Grund haben wir einen Schulungs- und Coaching-Prozess eingeleitet, der uns…

Legality Rating und Credit Passport: zwei bedeutende Anerkennungen für die Integrität und finanzielle Stärke unseres Unternehmens.
Die Wettbewerbs- und Marktaufsichtsbehörde (Agcm) hat Fratelli Poli mit einem Legality Rating von zwei Sternen ausgezeichnet. Dieses Ergebnis bestätigt das Maß an Einhaltung von Vorschriften und Gesetzen in den Bereichen Beschäftigung, Steuern, Sozialversicherung und Versicherung. “Das Erreichen einer hohen Punktzahl…

Ganz einfach “Dankeschön”!
Die Reise durch die Vergangenheit, Gegenwart und Zukunft von Fratelli Poli fand großen Anklang Viele Personen, die wir während der Veranstaltung “Made in Breganze 2023” im Unternehmen empfangen haben, zeigten Interesse und nahmen an der für sie organisierten “Zeitreise”…

AGENDA 2030 der UNO: Mit CICARA® ist die Kaffeepause plastikfrei
Unser Engagement zur Förderung konkreter Maßnahmen für eine nachhaltige Zukunft geht weiter. Die Agenda 2030 der Vereinten Nationen und ihre Ziele mögen manchmal weit weg, zu theoretisch oder schwierig in unserem täglichen Leben umzusetzen sein. Darin liegt die Herausforderung! Wir…

Fratelli Poli: wir erzählen unsere Geschichte seit über 50 Jahren
Es ist nicht leicht, die eigene Geschichte zu erzählen, ohne banal zu sein. Vor allem, wenn man seit über 50 Jahren in der Kaltmetallverarbeitung tätig ist. Deshalb lassen wir die Bilder der Technologien und der Menschen sprechen, die jeden Tag…

Warum passt das Tiefziehen perfekt zu den Anforderungen von Architekten und Designern?
In der Möbel- und Beleuchtungsindustrie sind Design und Formgenauigkeit das A und O. Was den Unterschied macht, ist oft die Originalität und Innovation der Materialien. Das wissen Designer und Visionäre in der Branche, die manchmal auf Hindernisse stoßen, wenn sie…

Fratelli Poli und SolydERA zusammen für saubere Energie
Heute mehr als je zuvor ist die Energiewende notwendig und unhaltaufsam. Das gemeinsame Ziel zur Reduzierung von CO2-Emissionen führt zur Schaffung eines nachhaltigen Energiesektors, der Wachstum, Innovation und Beschäftigung fördert. Fratelli Poli unterstützt seit jeher Projekte, die auf die Schaffung…
UN-Agenda 2030: Nursery Box
Unser Engagement für eine nachhaltige Zukunft beginnt mit dem Projekt Nursery Box zur Entwicklung von Technologien für das kontrollierte Wachstum von Garten- und Heilpflanzen. Im Rahmen des Projekts Nursery Box wurde der Prototyp eines modularen, mit erneuerbaren Energien betriebenen Gewächshauses…

F.lli Poli trägt zur historischen Restaurierung des Grand Hotels San Pellegrino Terme bei
Die Restaurierung am Mittelflügel des mächtigen Grand Hotels in San Pellegrino Terme wurde kürzlich abgeschlossen. Das Gebäude, ein architektonisches Juwel des Jugendstils, erstrahlt nun wieder im früheren Glanz, und Fratelli Poli ist stolz darauf, zur Restaurierung beigetragen zu haben. Ohne…

Frauen und Smart Technology: Fratelli Poli hat dem von Confindustria Veneto SIAV geförderten Projekt teilgenommen
Wir leben in einer Zeit der raschen technologischen Beschleunigung und der tiefgreifenden Veränderungen in der Produktionsstruktur, in den Geschäftsbeziehungen und in der Unternehmensorganisation selbst. Wie können wir die Rolle der Frauen in Unternehmen unterstützen? Wie können wir die Frauen unterstützen,…
Reverse Engineering
Reverse Engineering Wir freuen uns, unseren Kunden mitteilen zu können, dass wir jetzt über einen Scanner mit strukturiertem Licht verfügen. Dieses Gerät ermöglicht das Reverse Engineering von komplexen Objekten. Diese Technologie erlaubt das berührungslose 3D-Scannen komplexer Objekte. Je nach Kundenanforderungen…

Schweiβen oder Tiefziehen?
Das Produkt wird durch das Laserschneiden, Biegen und Schweißen hergestellt. Das Schweißen ist ein kritischer Prozess, der überprüft werden muss, um sicherzustellen, dass keine Leckagen vorhanden sind. Es ist nicht möglich, die Produktionskosten bei höheren Stückzahlen zu senken. Die Herstellung…

Bauteile für die Automobilindustrie
Die Automobilindustrie erfordert anwendungsspezifische Fachkompetenzen, da die Fertigungsplanung und der Fertigungsprozess sorgfältig überwacht werden. Die umfangreiche Erfahrung in diesem Bereich ermöglicht es uns, die beste Lösung zu liefern, um die Kunden bei der Entwicklung von Bauteilen und Werkzeugen zu unterstützen….

Metallbauteile für die Möbelindustrie
In der Beleuchtungs- und Möbelbranche spielt die Oberflächenqualität der zu fertigenden Metallbauteile eine große Rolle. Dank seiner umfassenden Branchenerfahrung ist das Unternehmen F.lli Poli in der Lage, optimale Alternativen zur Reduzierung der Fertigungskosten unter Gewährleistung hochqualitativer Lösungen zu bieten. Erfahren…

Die Rolle von F.lli Poli in der Geschichte der Energie
Kernfusion ist ein sehr aktuelles Thema, da das Konsortium ITER derzeit an einem Gerät zur Durchführung eines Funktionstests in Frankreich arbeitet. ITER (International Thermonuclear Experimental Reactor) ist ein Versuchs-Kernfusionsreaktor, der gerade gebaut wird. In diesem Projekt wird die Kernfusion als…

Werkzeuge für die Medizintechnik
Der medizinische Sektor weist Merkmale auf, die den Einsatz von Metallkomponenten in Maschinen und Anlagen besonders vorteilhaft machen. Dank seiner umfassenden Branchenerfahrung ist das Unternehmen F.lli Poli in der Lage, optimale Optionen zur Reduzierung der Fertigungskosten dieser Maschinen unter Gewährleistung…

Werkzeugwartung durchführen
Unsere Erfahrung im Bereich Werkzeugbau für Blechteile stellen wir Herstellern von mechanischen Komponenten zur Ausführung der notwendigen und dringenden Wartungsarbeiten zur Verfügung. Mit unserem optischen 3D-Messsystem sind wir in der Lage, die Abmessungen der zu ersetzenden Bauteile auch ohne die…

Das Buch über unsere Geschichte
Wir sind stolz darauf, Ihnen das Buch über unsere Geschichte zu präsentieren. Dieses Buch ist unseren Eltern gewidmet: ohne ihre Energie und Abenteuerlust wären wir nicht das, was wir heute sind. Vielen Dank an den Präsidenten der Region Venetien Luca…
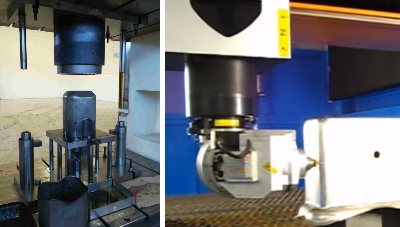
500-To.-Hydraulikpresse und 3D-Laserschnitt
Wir sind stolz darauf, unseren Kunden mitteilen zu dürfen, dass eine neue 500-Tonnen-Hydraulikpresse in Betrieb genommen wurde.

Neue Produktionsstätte
Da Fratelli Poli kontinuierlich weiterwachsen möchte, wurde eine neue Produktionsstätte in Fara Vicentina gekauft.





